In short ⚡
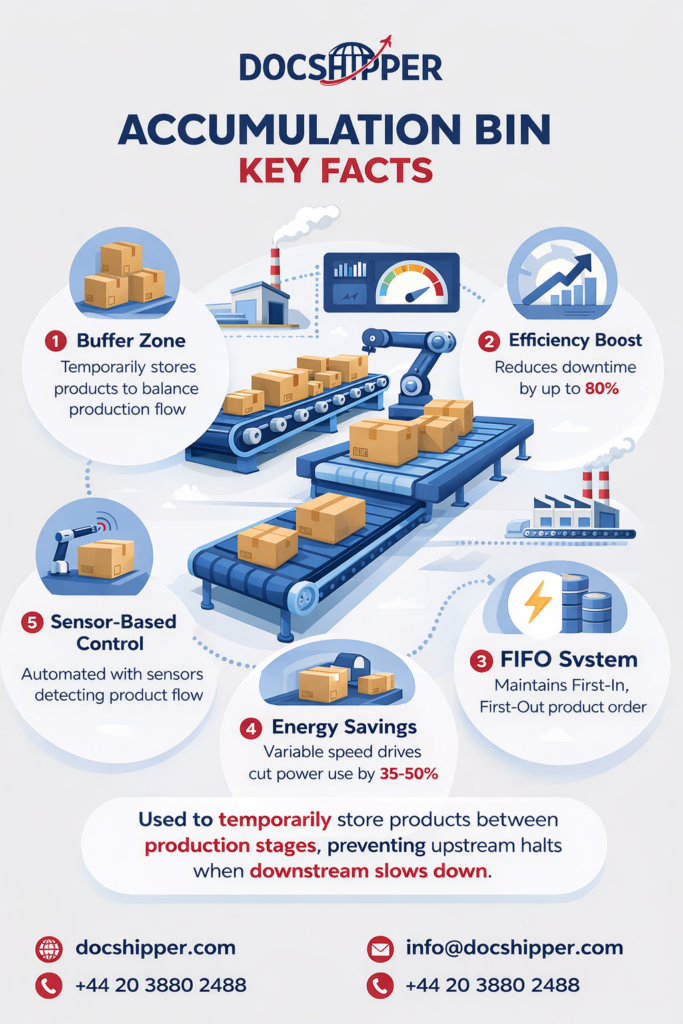
An accumulation bin is a temporary storage system used in warehouses and production lines to collect and hold products between different processing stages, enabling continuous flow without halting upstream operations when downstream processes are slower or temporarily stopped.
Introduction
In modern logistics, production bottlenecks cause costly downtime. When packaging lines run slower than production, or when quality checks create delays, entire operations can grind to a halt.
The accumulation bin solves this critical challenge. It acts as a buffer zone that absorbs speed variations between interconnected processes, maintaining operational continuity across the supply chain.
Key characteristics of accumulation systems include:
- Buffer capacity – stores products during temporary downstream slowdowns
- Flow regulation – balances speed differences between production stages
- Operational continuity – prevents upstream shutdowns during brief interruptions
- First-In-First-Out (FIFO) logic – maintains product sequence and freshness
- Automated integration – connects seamlessly with conveyor systems and sorting equipment
Technical Design & Operational Mechanisms
Accumulation bins employ several engineering approaches depending on operational requirements. Gravity-fed systems use inclined chutes where products slide naturally, requiring minimal energy. Powered roller conveyors with zone control activate specific sections only when needed, reducing wear and electricity consumption.
The zero-pressure accumulation mechanism represents the most sophisticated design. Individual zones detect product presence through photoeyes or sensors, activating rollers only when the downstream zone clears. This prevents product collision and damage while maintaining gentle handling of fragile items.
Capacity calculation follows the formula: Buffer Capacity = (Production Rate – Packaging Rate) × Maximum Acceptable Downtime. A facility producing 120 units/minute with packaging capacity of 100 units/minute requires storage for 20 units per minute of potential delay.
Regulatory compliance matters significantly in pharmaceutical and food industries. According to FDA Current Good Manufacturing Practices, accumulation systems must prevent cross-contamination and maintain traceability throughout the buffer process.
Material selection impacts hygiene and durability. Stainless steel 304 or 316 grades suit food-grade applications, while powder-coated carbon steel serves general manufacturing. Sensor integration enables real-time monitoring, feeding data to warehouse management systems for predictive maintenance.
At DocShipper, we design accumulation solutions that integrate seamlessly with existing conveyor infrastructure, ensuring compliance with international safety standards while optimizing throughput capacity.
Practical Applications & Performance Data
Real-world implementation demonstrates measurable efficiency gains. A beverage bottling facility installing a 50-meter accumulation conveyor increased overall equipment effectiveness (OEE) from 72% to 89% by eliminating micro-stoppages during label roll changes.
Industry-specific applications vary significantly:
| Industry | Typical Capacity | Primary Function | ROI Period |
|---|---|---|---|
| E-commerce Fulfillment | 200-500 parcels | Sorting buffer before dispatch | 8-14 months |
| Food Processing | 50-150 units | Temperature-controlled holding | 12-18 months |
| Automotive Parts | 100-300 components | Assembly line buffering | 6-10 months |
| Pharmaceutical | 30-100 batches | Quality inspection queue | 10-16 months |
Case Study: A European distribution center handling 15,000 packages daily implemented a dynamic accumulation system with three zones. Before installation, conveyor jams caused 47 minutes of daily downtime. Post-implementation, downtime dropped to 8 minutes, translating to 2,340 additional packages processed monthly.
Energy efficiency considerations matter increasingly. Variable frequency drives (VFDs) reduce power consumption by 35-50% compared to constant-speed systems. Accumulation bins with smart sensors enter sleep mode during idle periods, cutting standby energy use by 60%.
Maintenance costs follow predictable patterns. Roller replacement typically occurs every 18-24 months under standard operation. Sensor calibration requires quarterly checks. Preventive maintenance contracts average €1,200-€2,500 annually per 10-meter section, depending on operational intensity.
Conclusion
Accumulation bins represent essential infrastructure for maintaining continuous flow in modern logistics operations. Their strategic implementation directly impacts throughput, reduces operational costs, and enhances system resilience against process variability.
Need expert guidance on selecting and implementing accumulation systems for your facility? Contact DocShipper for customized solutions tailored to your operational requirements.
DocShipper Platform
Cut logistics costs. Not corners.
See exactly where your logistics costs are bleeding — and how to fix it. Book your expert demo.

📚 Quiz
Test Your Knowledge: Accumulation Bin
Q1 – What is the primary purpose of an accumulation bin in a warehouse or production line?
Q2 – A production line outputs 120 units/minute, but the packaging line only handles 100 units/minute. If a 10-minute downstream stoppage occurs, what minimum accumulation capacity is required?
Q3 – A pharmaceutical manufacturer needs to buffer fragile vials during quality inspection queues. Which accumulation technology is most appropriate for this scenario?
🎯 Your Result
📞 Free Quote in 24hFAQ | Accumulation Bin: Definition, Function & Practical Examples
Accumulation bins temporarily store products to buffer speed variations between processes, while standard conveyors simply transport items without storage capacity. Accumulation systems prevent upstream shutdowns during downstream slowdowns.
Multiply the speed difference between production stages by the maximum acceptable downtime. For example, if production exceeds packaging by 30 units/minute and you need 5 minutes buffer, install capacity for 150 units.
Yes, zero-pressure accumulation technology uses sensors to prevent product contact, making it ideal for glass bottles, electronics, and other delicate items. Each zone activates independently based on product presence.
Standard maintenance includes quarterly sensor calibration, monthly lubrication of moving parts, and roller inspection every 6 months. Comprehensive preventive maintenance contracts typically cover these requirements.
Specialized accumulation systems with insulated enclosures and climate control maintain required temperatures for pharmaceuticals, frozen foods, and other temperature-sensitive goods throughout the buffer process.
Space requirements vary by capacity needs. A typical 100-unit accumulation bin spans 8-15 meters in length and 0.6-1.2 meters in width, depending on product dimensions and configuration (linear, spiral, or serpentine).
With proper maintenance, industrial accumulation systems last 15-20 years. Critical components like motors and controllers may require replacement every 7-10 years, while structural elements often exceed 25 years of service.
Most modern conveyor systems accept accumulation retrofits through zone control upgrades, sensor installation, and controller integration. Feasibility depends on existing infrastructure capacity and available floor space.
Modern accumulation systems communicate via industrial protocols (Profibus, Ethernet/IP, Modbus) to share real-time data on buffer levels, throughput rates, and system status with warehouse management platforms.
Standard safety features include emergency stop buttons, guarding around pinch points, overload sensors, and interlocks that prevent operation when access panels are open, complying with OSHA and CE safety directives.
By eliminating micro-stoppages and allowing continuous upstream operation during brief downstream delays, accumulation systems typically increase OEE by 12-18%, directly translating to higher daily throughput without additional labor.
Gravity systems consume minimal energy but suit limited applications. Powered roller systems with zone control use 40-60% less energy than continuous belt conveyors, while smart accumulation bins with VFDs achieve the highest efficiency.
Need Help with
Logistics or Sourcing ?
First, we secure the right products from the right suppliers at the right price by managing the sourcing process from start to finish. Then, we simplify your shipping experience - from pickup to final delivery - ensuring any product, anywhere, is delivered at highly competitive prices.

Fill the Form
Prefer email? Send us your inquiry, and we’ll get back to you as soon as possible.
Contact us 


{kind=link}