
In short ⚡
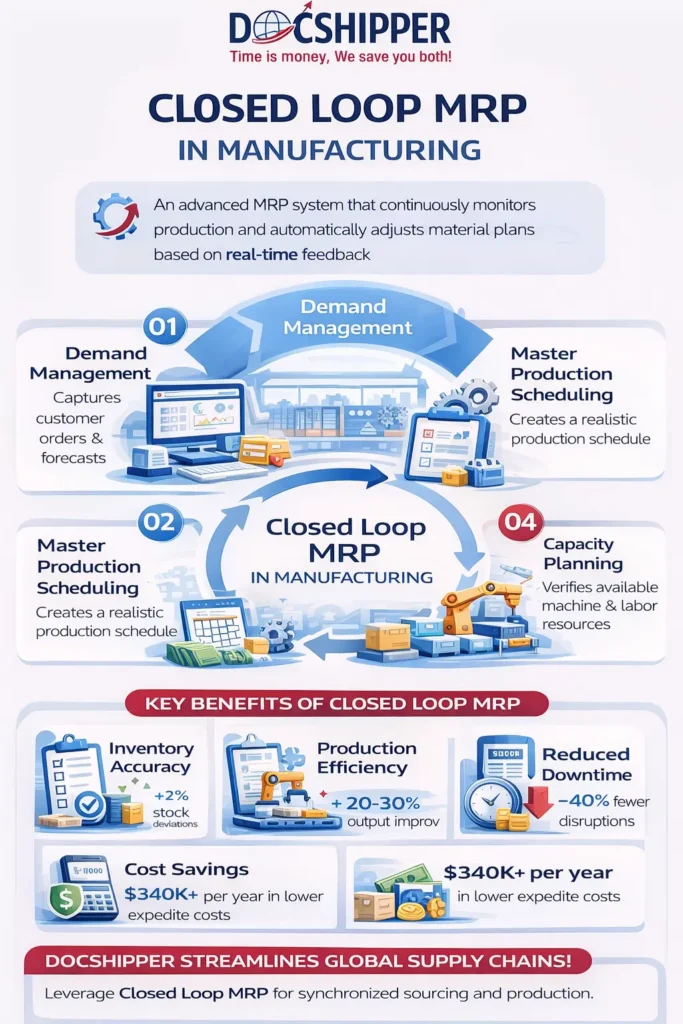
Closed Loop MRP is an advanced manufacturing planning system that continuously monitors production execution, compares actual performance against planned schedules, and automatically adjusts material requirements based on real-time feedback. This iterative process ensures inventory accuracy, optimizes production flow, and minimizes material shortages across the supply chain.Introduction
Many manufacturers struggle with the gap between planned production and actual execution. Traditional MRP systems generate material requirements but fail to account for real-world disruptions—machine breakdowns, supplier delays, or quality rejections. This disconnect creates excess inventory, stockouts, and production inefficiencies.
Closed Loop MRP bridges this gap by creating a feedback mechanism between planning and execution. Unlike open-loop systems that operate in isolation, closed-loop systems continuously validate assumptions against reality and recalibrate accordingly.
Key characteristics of Closed Loop MRP include:
- Feedback integration: Captures data from shop floor operations, inventory movements, and supplier deliveries
- Capacity validation: Verifies that production schedules align with available machine hours and labor resources
- Automatic replanning: Triggers material requirement adjustments when deviations exceed tolerance thresholds
- Performance measurement: Tracks metrics like schedule adherence, inventory turnover, and order fulfillment rates
- Cross-functional visibility: Connects purchasing, production, and warehouse operations through shared data
This approach transforms MRP from a static planning tool into a dynamic control system that adapts to changing conditions throughout the supply chain.
Technical Mechanisms & System Integration
The closed-loop architecture operates through five interconnected modules that create a continuous planning-execution-feedback cycle.
Demand Management initiates the process by consolidating customer orders, forecasts, and service parts requirements. The system maintains a master demand schedule that distinguishes between firm orders and predicted demand, applying different planning parameters to each category.
Master Production Scheduling (MPS) translates demand into a feasible production plan. The MPS balances customer requirements against manufacturing capacity, creating time-phased production targets for finished goods. Rough-cut capacity planning validates that the schedule doesn’t exceed available resources before releasing it to detailed planning.
Material Requirements Planning explodes the MPS through bill-of-materials structures to calculate component needs. The system applies lead times, lot-sizing rules, and safety stock policies to determine when and how much to order. This generates planned purchase orders for bought items and work orders for manufactured components.
Capacity Requirements Planning (CRP) converts work orders into detailed machine and labor loads. CRP identifies bottlenecks by comparing required capacity against available hours across all work centers. When overloads occur, the system flags conflicts for resolution through schedule adjustments or capacity expansion.
Execution and Feedback closes the loop by monitoring actual performance. Shop floor control systems report production completions, scrap quantities, and work-in-process locations. Purchasing modules track receipt dates and quantities. Inventory transactions capture material movements. This real-time data flows back into the planning system, where variance analysis triggers replanning when actual conditions deviate significantly from plan.
At DocShipper, we integrate closed-loop principles into our supply chain management services, ensuring that international shipments align with production schedules and that delays trigger proactive communication with all stakeholders.
The system’s effectiveness depends on data accuracy. Inventory records must reflect physical stock within ±2% tolerance. Bills of material require engineering validation to ensure component lists match actual product structures. Routing files need current cycle times and setup durations. Without clean master data, even sophisticated algorithms produce unreliable plans.
Modern implementations leverage ERP integration to connect MRP logic with financial systems, quality management, and customer relationship platforms. This creates enterprise-wide visibility where a production delay automatically updates delivery commitments, adjusts cash flow projections, and alerts customer service representatives.
According to the APICS Supply Chain Council, organizations implementing closed-loop systems typically achieve 15-25% inventory reductions while improving on-time delivery rates by 20-30 percentage points.
Practical Examples & Performance Data
Understanding closed-loop mechanics becomes clearer through quantified scenarios that demonstrate the system’s adaptive capabilities.
Use Case: Electronics Manufacturer
A circuit board producer operates with a 6-week production cycle and sources components from Asian suppliers with 8-week lead times. Their closed-loop system manages 450 active part numbers across 12 product families.
| Scenario | Open-Loop Response | Closed-Loop Response |
|---|---|---|
| Supplier delay (2 weeks) | Production continues until stockout; 12-day line shutdown | System reschedules affected assemblies; expedites alternative components; zero downtime |
| Machine breakdown (3 days) | Downstream operations starve; $45K expedite fees | Capacity replanning shifts load to alternate work center; routine overtime covers gap |
| Demand spike (+30%) | Backorders accumulate; 6-week fulfillment delay | MPS revision triggers component acceleration; delivery within 2 weeks |
| Quality rejection (8% batch) | Manual replanning; 5-day coordination lag | Automatic replacement order; inspection prioritization; 1-day recovery |
Quantified results over 12 months:
- Inventory reduction: $2.3M decrease (22% lower carrying costs)
- Schedule adherence: Improved from 67% to 91%
- Expedite costs: Reduced by $340K annually
- Planner productivity: 40% time savings through automation
- Customer satisfaction: On-time delivery rose from 73% to 94%
Comparative Analysis: System Maturity Levels
Performance varies significantly based on implementation depth:
| Metric | Basic MRP | Partial Loop | Full Closed Loop |
|---|---|---|---|
| Inventory Turns | 4.2x | 6.1x | 8.7x |
| Stockout Frequency | 8.3% | 3.7% | 1.2% |
| Planning Cycle Time | Weekly | Daily | Real-time |
| Data Accuracy | 82% | 93% | 98% |
| Lead Time Variability | ±35% | ±18% | ±7% |
These metrics demonstrate that full closed-loop implementation delivers exponential returns compared to partial adoption. The key differentiator lies in automation depth—systems that require manual intervention for feedback processing achieve only marginal improvements over traditional MRP.
DocShipper clients leveraging closed-loop principles in their international sourcing operations report 28% fewer emergency airfreight shipments and 19% reduction in total landed costs through better demand-supply synchronization.
Conclusion
Closed Loop MRP transforms manufacturing planning from a forecasting exercise into a dynamic control system. By continuously validating plans against execution realities and automatically adjusting to deviations, organizations achieve superior inventory performance, production stability, and customer service levels.
Need expert guidance on integrating closed-loop principles into your international supply chain? Contact DocShipper for customized logistics solutions that align planning with global execution.
📚 Quiz
Closed Loop MRP
Q1. What is the core definition of Closed Loop MRP?
Q2. A manufacturer's inventory records are only 80% accurate. What happens when a Closed Loop MRP system operates under these conditions?
Q3. An electronics manufacturer using a full Closed Loop MRP system experiences a 2-week supplier delay. Which response best describes how the system reacts?
🎯 Your Result
📞 Free Quote in 24hFAQ | Closed Loop MRP: Definition, Calculation & Practical Examples
Closed Loop MRP incorporates feedback mechanisms that monitor actual execution and automatically trigger plan adjustments when variances occur. Standard MRP generates requirements but doesn't verify whether production follows the schedule or if materials arrive as planned.
Replanning frequency depends on business volatility and system configuration. High-volume manufacturers often replan daily or even continuously, while make-to-order operations may replan weekly. The system triggers exception-based replanning whenever actual conditions deviate beyond predefined tolerance levels.
Inventory record accuracy should exceed 95%, bill-of-material accuracy must reach 98%, and routing data should be validated quarterly. Below these thresholds, feedback mechanisms amplify errors rather than correct them, creating planning instability.
Yes, but implementation scope should match organizational complexity. Companies with 50-200 part numbers can achieve significant benefits through simplified closed-loop systems that focus on critical components and key capacity constraints rather than enterprise-wide integration.
The system tracks actual supplier lead times and adjusts safety stock or planned order releases accordingly. When a supplier consistently delivers late, the planning parameters automatically extend lead times to prevent stockouts. Advanced implementations use statistical analysis to differentiate random delays from systemic issues.
Most organizations achieve positive ROI within 12-18 months. Inventory reductions generate immediate working capital improvements, while productivity gains and reduced expediting costs accumulate over the first year. Full benefits materialize as data accuracy improves and users trust system recommendations.
No, closed-loop functionality typically operates within or alongside ERP platforms. Modern ERP systems include MRP modules with varying degrees of closed-loop capability. Standalone MRP systems can integrate with ERP through data interfaces for financial and transactional processing.
CRP converts material plans into detailed machine and labor loads, identifying capacity bottlenecks before releasing work orders. When overloads occur, the system either reschedules production to smooth capacity utilization or flags the constraint for management intervention through overtime or subcontracting.
Forecasts drive long-term capacity and material planning, but closed-loop systems continuously compare forecast accuracy against actual orders. The feedback loop adjusts safety stock levels and planning horizons based on forecast error patterns, improving future planning reliability.
Advanced implementations support multi-plant environments by treating inter-plant transfers as internal supply chain transactions. The system balances production loads across facilities, optimizes inventory positioning, and coordinates material flows to minimize total network costs while meeting customer delivery requirements.
When inspection systems report rejections, the closed-loop mechanism automatically generates replacement orders and adjusts downstream schedules. The system recalculates component needs based on actual yield rates rather than theoretical quantities, preventing cascading shortages.
Planners need comprehensive training in MRP logic, exception management, and system parameter configuration. Shop floor personnel require instruction on timely transaction reporting. Management must understand performance metrics and intervention protocols. Typical training programs span 40-60 hours across roles, with ongoing refreshers quarterly.
Need Help with
Logistics or Sourcing ?
First, we secure the right products from the right suppliers at the right price by managing the sourcing process from start to finish. Then, we simplify your shipping experience - from pickup to final delivery - ensuring any product, anywhere, is delivered at highly competitive prices.

Fill the Form
Prefer email? Send us your inquiry, and we’ll get back to you as soon as possible.
Contact us 


{kind=link}